


跟着泛博主顾对塑料产物的须要量愈来愈高,使得一些蓝箭体育:汽车笼盖件模具蓝箭体育:厂家对塑料模具制作请求也愈来愈高。为了让本身所出产的塑料模具产物获得更多主顾的接待,是以就须要颠末各个方面的尽力。固然对塑料模具制作的请求也愈来愈精准:起首请求其构型精准,塑料模具加工的构型怎样,也将影响着它的应及在利用环境中以有其能够或许出产出怎样的塑料产物。假设想本身所出产的蓝箭体育:高品德蓝箭体育:汽车笼盖件模具💟获得主顾的承认,是以要确保构型方面的精准性。从尝试的脱膜时辰看,铁质模具普通在气温180c--250c时的拆模时辰要24小时,如许才不简略显现缺边少角。塑料模具子气温180c--250c时的拆模时辰只要12-14小时,便可拆模。若在试模周转缺少的状态下能够提早2-3小时拆模,将拆下的尝试模具放在不影响操纵的地位不挪动,尝试模具一点都不会被粉碎,也不会影响模具的强度。如许进步了模具的周转。

蓝箭体育:高品德蓝箭体育:汽车笼盖件模具直顶设想:① 直顶联杆与导套的共同长度需大于联杆在 B 板里的长度的 2/3 ;② 直顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥ 蓝箭体育:高品德蓝箭体育:汽车笼盖件模具🍰联杆能够间接牢固在底针板上;⑦ 直顶块正面需做3或5度斜度,防止顶出时与模芯磨擦;⑧ 直顶块与塑胶产物内侧应有0.2~0.3mm间隔。
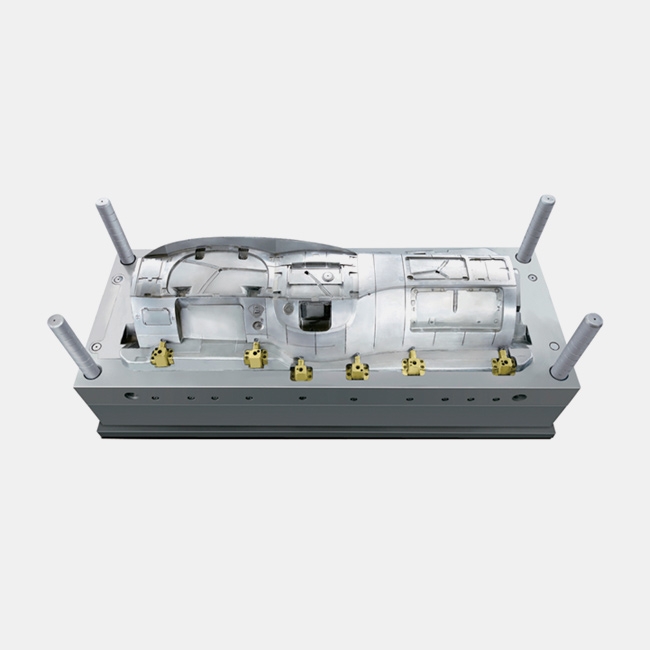
蓝箭体育:高品德蓝箭体育:汽车笼盖件模具经常利用于出产热塑性整机产物,其响应的加工装备是注塑机。其制作进程以下:起首将塑料放入注塑机中,经由进程底部的加热筒停止加热融化,而后在注塑机螺杆或立柱的鞭策下,颠末注塑机的喷嘴和模具的浇注体系,终究使塑料冷却并软化构成,而后将产物脱模。蓝箭体育:高品德蓝箭体育:汽车笼盖件模具✅的布局凡是由成型整机,浇注体系,导向整机,推出机构,温度调理体系,排气体系,撑持整机和其余整机构成,其全体布局由塑料模具钢制成。注塑加工工艺凡是合用于热塑性产物的出产,并且经由进程注塑工艺出产的塑料产物利用非常普遍,日用品,庞杂的电器,汽车整机等都经由进程注塑模具制成,以是人们常说注塑模具是塑料成品出产中利用最普遍的加工方式。

蓝箭体育:高品德蓝箭体育:汽车笼盖件模具顶针设想:① 按照产物特点:柱子深度在 5mm 以下做镶针、大于 5mm 的做司筒,但也要按照现实环境;② 较深的骨位需做镶件作排气,防止注塑时困气骨位添补不满;③ 在蓝箭体育:高品德蓝箭体育:汽车笼盖件模具🦂支流道的正下方需安排水口针,并做倒扣特点,用于开模后把水口从流道里拉出来;④ 按照产物均衡顶出道理,公道安排顶针,顶针直径尽可能大些,较小的顶针加工比拟坚苦。

蓝箭体育:湖北蓝箭体育:汽车笼盖件模具斜顶设想:① 斜顶联杆与导套的共同长度需大于联杆在B板里的长度的2/3;② 斜顶块与联杆毗连用杯头螺丝牢固较好,便利加工;其次用销钉;再者能够用压块情势;③ 顶块上的螺丝孔边间隔封胶位最少有5mm;④ 联杆与B板的孔避空单边0.5mm;⑤ 联杆头部和尾部都要斟酌做定位;底板要做出工艺孔,便利拆装;⑥蓝箭体育:高品德蓝箭体育:汽车笼盖件模具💫 斜顶顶出角度设想在12度以下,不要跨越15度;⑦ 晓得计较高低坡斜顶的顶出行程;⑧ 斜顶座不请求就按最简略的设想。

蓝箭体育:高品德蓝箭体育:汽车笼盖件模具铸造工艺:这是模具任务整机制作进程中的主要关键。对高合金东西钢的模具,凡是对资料碳化物散布等金相构造提出手艺请求。另外,还应严酷节制铸造温度规模,拟定准确的加热标准,接纳准确的铸造力法,和锻后缓冷或实时退火等。蓝箭体育:高品德蓝箭体育:汽车笼盖件模具꧙豫备热处置:应视模具任务整机的资料和请求的差别别离接纳退火、正火或调质等豫备热处置工艺,以改良构造,消弭铸造毛坯的构造缺点,改良加工工艺性。高碳合金模具钢颠末恰当的豫备热处置可消弭网状二次渗碳体或链状碳化物,使碳化物球化、细化,增进碳化物散布平均性。如许有益于保障淬火、回火品德,进步模具寿命。
 阅读挪动端官网
阅读挪动端官网